Selle protsessi käigus 3D printimine, põhjustab mitmesuguste tegurite tõttu tilkvormimise kokkutõmbumise deformatsioon, mustrite keeruline struktuur vajab täiendavat protsessi tugistruktuuri, tilkvormimise redeliefekt peab võtma protsessi vähendamiseks meetmeid ja muudel põhjustel, enne tootmisüksuse mudelit on vaja seadistada mõni protsess meetmed digitaalmudeli muutmiseks, kohandamiseks või kompenseerimiseks.Toimingu teostamiseks on kaks peamist viisi, üks on CAD 3D-mudeli otse kasutamine, teine on skannimistee andmete muutmine või kohandamine, mida kirjeldatakse vastavalt järgmiselt.
1. CAD 3D mudelite otsejuhtimine
(1) Reguleerige mustrite suunda tootmise ajal.
(2) Laiendage või kahandage mustreid.
(3) Tehke korraga mitu mustrit.
(4) Määrake mustrite asukoht tõstetöölaual.
2. Muutke või kohandage skannimistee andmeid
Vormimise täpsuse parandamiseks saab muuta ja kohandada kolmemõõtmelise mudeli andmeid või muuta kolmemõõtmelise lõigu kuju skaneerimise trajektoori andmeid.
(1) Täpsusseade:see viitab maksimaalse lubatud vea seadmisele projekteeritud kolmemõõtmelise mudeli lõikeprofiili ja laserkiire tegeliku skaneerimisprofiili vahel XY tasapinnal.Mida väiksem on viga, seda siledam on toote pind.
(2) Mustri sektsiooni sektsiooni paksuse seadistus:Kui sektsiooni paksus on konstantne, siis mida väiksem on pinna ja horisontaaltasapinna vaheline nurk, seda suurem on astmeefekt.Seetõttu saab vastavalt mudeli suunale määrata väiksema lõigu paksuse ja väiksema nurga pinna ja horisontaaltasapinna vahel.
(3) Skaneerimise trajektoori nihe:laserkiire skaneerimise kontuur on suurem kui projekteerimiskontuur, nii et tilgutisel on töötlemisvaru;Või tehke skaneerimisprofiil disainiprofiilist väiksemaks, et tilgutisel oleks kattevaru.
(4) Lisage alumise padja tugi:Moodustava üksuse mudeli ja tõsteplatvormi vahele tuleb paigaldada põhjapadja tugiraami kiht, nii et mudel moodustaks tõsteplatvormilt veidi vahemaa, nii et tõsteplatvormi ebatasasused ei mõjutaks moodustavaid osi.Voodialused traksid on konstruktsioonid, mis meenutavad õhukesi jäigastunud plaate, nii et neid saab pärast selle moodustamist olemimudelist hõlpsasti eemaldada ja eemaldada.
(5) Lisage raami ja veeru tugi:kui fotokõvastuva vaigu UV-kiirgus selle täielikuks kõvenemiseks kõvendusvaigu kokkutõmbumise tõttu, nii et osad deformeeruvad vormimisprotsessis, olenemata sellest, millist meetodit kasutatakse vaigu kokkupuuteosa väheseks kinnitamiseks, võib vältida töödeldavate detailide deformeerumist.
(6) Skaneerimistee valik:laserkiirega on sektsiooni skaneerimiseks kolm võimalust, nimelt skaneerimine piki sektsiooni välisprofiili serva;Sisemise kärgstruktuuri skaneerimine, välja arvatud kontuuri servad;Sisemine intensiivne täitmise skaneerimine.Valida saab keeruka struktuuriga mustri ja tootmisprotsess hõlmab kolme ülalmainitud skaneerimisrežiimi.Võib kasutada isegi kombineeritud mudelit, mis hõlmab lüliti, mootori ja muu sellise paigaldamist, et selle tootmine lõpule viia, et testida vormitavust.
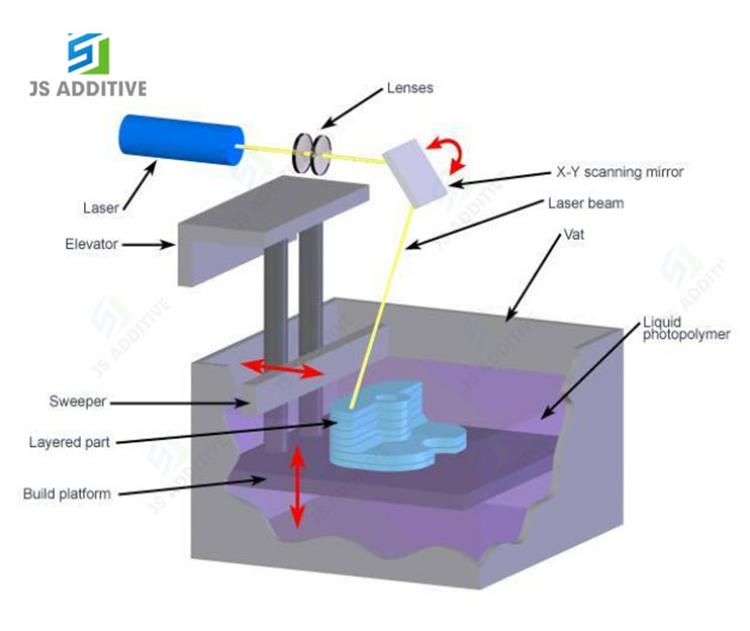

Ülaltoodud eesmärk on tutvustada, kuidasSLA Valguskõvastuv 3D-printeri vormimise protsess on analüüsida,JS lisand saab sellist küpset SLA prototüüpimisteenust pakkuda.Loodame pakkuda teile viidet.
Panustaja: Vivien