Prosessissa 3D-tulostus, eri tekijöistä johtuen tippumuovauksen kutistuminen muodonmuutoksia, kuvioiden monimutkainen rakenne tarvitsee lisää prosessin tukirakennetta, tippamuovauksen tikkaiden vaikutus on toteutettava prosessitoimenpiteiden vähentämiseksi ja muista syistä, ennen kuin valmistuskokonaisuusmalli on asetettava jokin prosessi toimenpiteet digitaalisen mallin muokkaamiseksi, säätämiseksi tai kompensoimiseksi.On kaksi päätapaa suorittaa toiminto, joista toinen on suoraan käyttää CAD 3D -mallia, toinen on muokata tai säätää skannauspolun tietoja vastaavasti seuraavasti.
1. Käytä suoraan CAD 3D -malleja
(1) Säädä kuvioiden suuntaa tuotannon aikana.
(2) Laajenna tai pienennä kuvioita.
(3) Tee useita kuvioita samanaikaisesti.
(4) Aseta kuvioiden sijainti nostotyöpöydälle.
2. Muokkaa tai säädä skannauspolun tietoja
Muovaustarkkuuden parantamiseksi voidaan muokata ja säätää kolmiulotteisen mallin tietoja tai muokata kolmiulotteisen leikkausmuodon skannausratatietoja.
(1) Tarkkuusasetus:se viittaa suurimman sallitun virheen asettamiseen suunnitellun kolmiulotteisen mallin leikkausprofiilin ja lasersäteen todellisen pyyhkäisyprofiilin välillä XY-tasolla.Mitä pienempi virhe, sitä sileämpi tuotteen pinta.
(2) Kuvioiden osan paksuuden asetus:Kun poikkileikkauksen paksuus on vakio, mitä pienempi on pinnan ja vaakatason välinen kulma, sitä suurempi on askelvaikutus.Siksi voidaan asettaa pienempi leikkauspaksuus mallin suunnan mukaan ja pienempi kulma pinnan ja vaakatason välillä.
(3) Pyyhkäisyradan siirtymä:lasersäteen skannausääriviiva on suurempi kuin suunnitteluääriviiva, joten tippuvalulla on käsittelymarginaali;Tai tee skannausprofiilista pienempi kuin suunnitteluprofiili, jotta tippumalistalla on pinnoitusmarginaali.
(4) Lisää pohjatyynyn tuki:muodostavan kokonaisuuden mallin ja nostotason väliin on asetettava kerros pohjatyynyn tukikehystä, jotta malli nostoalustalta muodostuu hieman etäisyyttä, jotta nostotason epätasaisuus ei vaikuta muodostuviin osiin.Sängyn alla olevat tuet ovat rakenteita, jotka muistuttavat ohuita jäykistelevyjä, jotta ne voidaan helposti poistaa ja irrottaa kokonaisuusmallista sen muodostamisen jälkeen.
(5) Lisää kehyksen ja sarakkeen tuki:Kun valokovettuvaan hartsiin kohdistuu UV-säteilyä sen kovettamiseksi kokonaan, kovettuvan hartsin kutistumisen vuoksi niin, että osat vääntyvät muodostumisprosessissa, riippumatta siitä, mitä menetelmää käytetään hartsin valotusosan kiinnittämiseen hieman estää työkappaleiden muodonmuutoksia.
(6) Skannauspolun valinta:lasersäteellä on kolme tapaa skannata leikkaus, nimittäin skannaus osan ulkoprofiilin reunaa pitkin;Sisäisen kennomaisen hilarakenteen skannaus ääriviivareunoja lukuun ottamatta;Sisäinen intensiivinen täyttöskannaus.Voidaan valita monimutkaisen rakenteen omaava kuvio, ja tuotantoprosessi sisältää kolme edellä mainittua skannaustilaa.Voi jopa käyttää yhdistelmämallia, joka sisältää kytkimen, moottorin ja niin edelleen asennuksen valmistuksen loppuun saattamiseen testatakseen muovattavuutta.
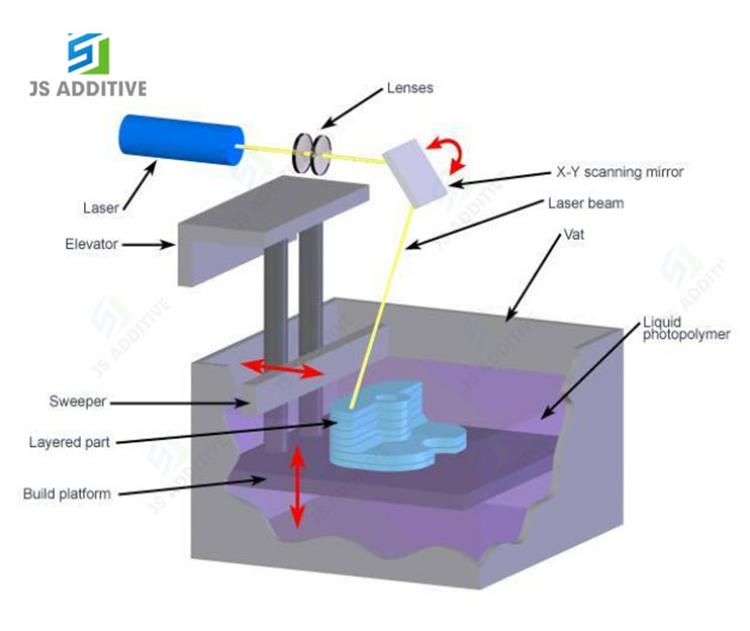

Yllä on esitellä, kuinkaSLA valokovettuva 3D-tulostimen muovausprosessi on analysoida,JS-lisäaine voi tarjota tällaisen kypsän SLA-prototyyppipalvelun.Toivottavasti voimme tarjota sinulle viittauksen.
Osallistuja: Vivien