En cours de Impression 3DEn raison de divers facteurs, le moulage par égouttage peut entraîner une déformation par retrait, la complexité des motifs nécessite une structure de support supplémentaire, l'effet d'échelle du moulage par égouttage nécessite des mesures de traitement pour le réduire, etc. Avant la fabrication du modèle d'entité, des mesures de traitement doivent être définies pour modifier, ajuster ou compenser le modèle numérique. Il existe deux principales méthodes pour effectuer cette opération : l'une consiste à exploiter directement le modèle CAO 3D, l'autre à modifier ou ajuster les données du chemin de numérisation, décrites ci-dessous.
1. Exploiter directement les modèles CAO 3D
(1) Ajustez la direction des motifs pendant la production.
(2) Développez ou réduisez les motifs.
(3) Créez plusieurs motifs en même temps.
(4) Réglez la position des motifs sur l'établi de levage.
2. Modifier ou ajuster les données du chemin de numérisation
Afin d'améliorer la précision de formage, les données du modèle tridimensionnel peuvent être modifiées et ajustées, ou les données de trajectoire de numérisation de la forme de section tridimensionnelle peuvent être modifiées.
(1) Réglage de précision :Il s'agit du réglage de l'erreur maximale admissible entre le profil de section du modèle tridimensionnel conçu et le profil de balayage réel du faisceau laser sur le plan XY. Plus l'erreur est faible, plus la surface du produit est lisse.
(2) Réglage de l'épaisseur de la section des motifs :À épaisseur de section constante, plus l'angle entre la surface et le plan horizontal est faible, plus l'effet de marche est important. Par conséquent, une épaisseur de section plus faible peut être définie en fonction de l'orientation du modèle et de l'angle entre la surface et le plan horizontal.
(3) Décalage de la trajectoire de balayage :le contour de balayage du faisceau laser est plus grand que le contour de conception, de sorte que le moulage goutte à goutte ait une marge de traitement ; Ou rendez le profil de balayage plus petit que le profil de conception, de sorte que le moulage goutte à goutte ait une marge de revêtement.
(4) Ajouter un support de coussin inférieur :Entre le modèle de formage et la plateforme de levage, il est nécessaire de mettre en place un cadre de support de coussin inférieur, afin de maintenir une légère distance entre le modèle et la plateforme de levage et d'éviter que les pièces de formage ne soient affectées par les irrégularités de la plateforme. Les supports sous-jacents sont des structures semblables à de fines plaques renforcées, faciles à retirer du modèle après formage.
(5) Ajouter un support de cadre et de colonne :lorsque l'irradiation UV sur la résine photodurcissable pour la durcir complètement, en raison du rétrécissement de la résine de durcissement, de sorte que les pièces seront déformées dans le processus de formage, quelle que soit la méthode utilisée pour fixer légèrement la partie d'exposition de la résine, peut empêcher la déformation des pièces.
(6) Sélection du chemin de numérisation :Le faisceau laser permet de scanner une section de trois manières : le balayage le long du bord du profil extérieur ; le balayage de la structure interne en nid d'abeille, à l'exception des contours ; et le balayage interne intensif du remplissage. Un motif à structure complexe peut être sélectionné, et le processus de production implique les trois modes de balayage mentionnés ci-dessus. Il est même possible d'utiliser un modèle combiné, incluant l'installation d'un interrupteur, d'un moteur, etc., pour finaliser la production et tester la formabilité.
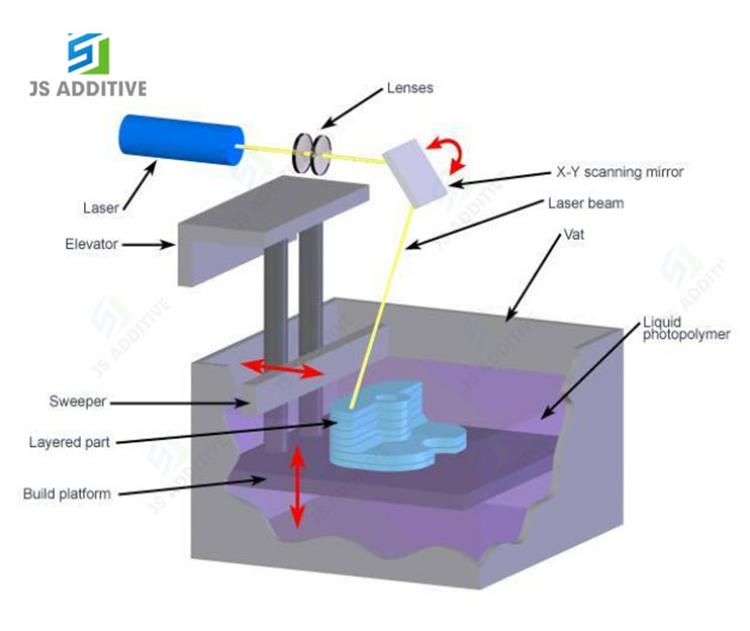

Ce qui précède vise à présenter comment leSLA Le processus de moulage par imprimante 3D à photopolymérisation consiste à analyser,JSADD 3D Can fournit un service de prototypage SLA performant. J'espère pouvoir vous fournir une référence.
Contributeur : Vivien





