JS Additive પાસે 3D પ્રિન્ટિંગ સેવાઓમાં વર્ષોનો વ્યવહારુ અનુભવ છે.સંશોધન દ્વારા, એવું જાણવા મળ્યું છે કે SLA/DLP/LCD 3D પ્રિન્ટિંગની મોલ્ડિંગ ગતિને સીધી અસર કરતા ઘણા પરિબળો છે.સફળ પ્રિન્ટીંગ અને મેન્યુફેક્ચરીંગ કાર્યક્ષમતાની સંભાવનાને સુધારવા માટે યોગ્ય પ્રિન્ટીંગ સ્પીડ સેટ કરવી મદદરૂપ છે.પરંતુ તે એટલું સરળ નથી, ખાસ કરીને નવા હાથ માટે.યોગ્ય પ્રિન્ટીંગ સ્પીડ સેટ કરતા પહેલા, તમારે જાણવાની જરૂર છે કે SLA/DLP/LCD 3D પ્રિન્ટરની પ્રિન્ટીંગ ઝડપને કયા પરિબળો અસર કરે છે.
પ્રિન્ટીંગ ટેકનોલોજી
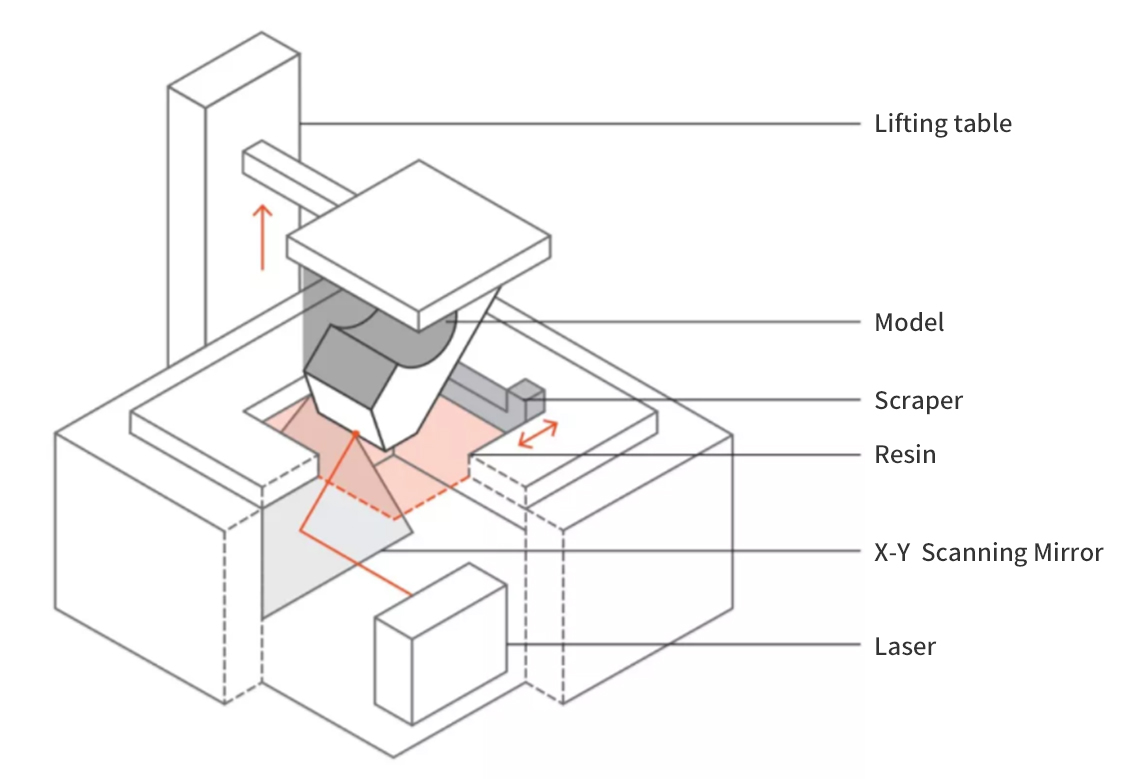
SLA ની તુલનામાં, DLP અને LCD સમાન લાભ ધરાવે છે, અને તે છે પ્રિન્ટીંગ ઝડપ.આ બે પ્રિન્ટીંગ ટેકનોલોજી દેખીતી રીતે ઝડપી છે.કારણ કે DLP/LCD 3D પ્રિન્ટરો સમગ્ર સપાટી પર રચાય છે, જે સ્વીપિંગ દ્વારા રચાય છે, SLA થી વિપરીત, જે લેસર બિંદુઓ દ્વારા રચાય છે.
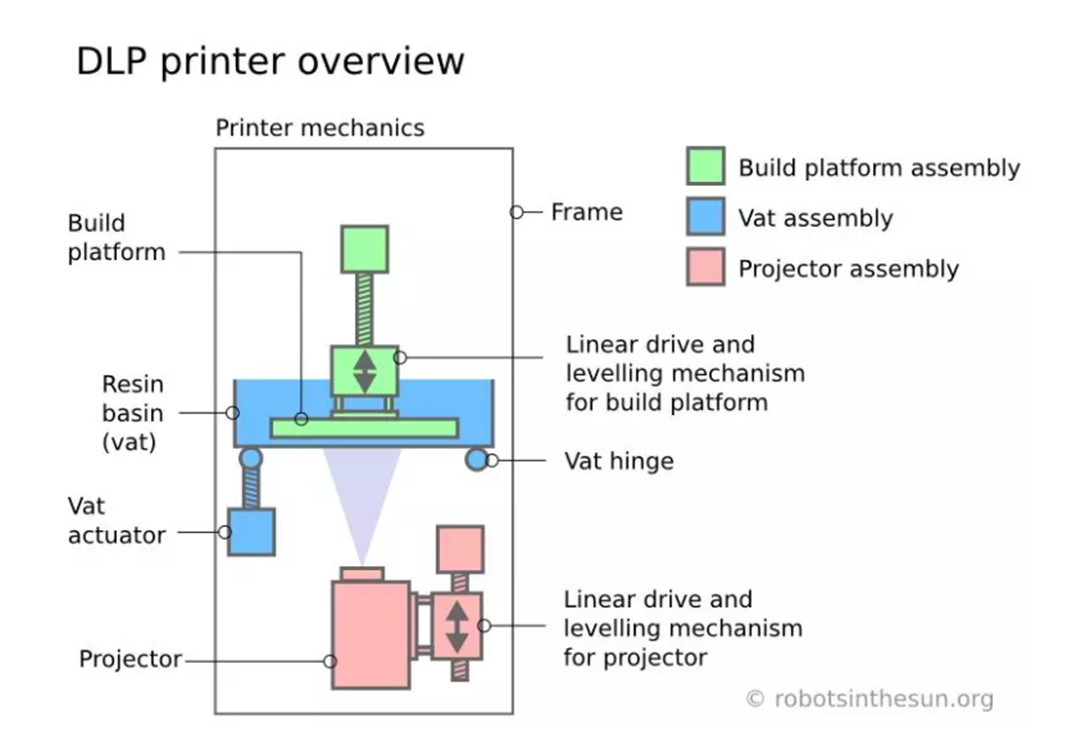
DLP પ્રિન્ટર માળખું છબી સ્ત્રોત: robotsinthesun.org
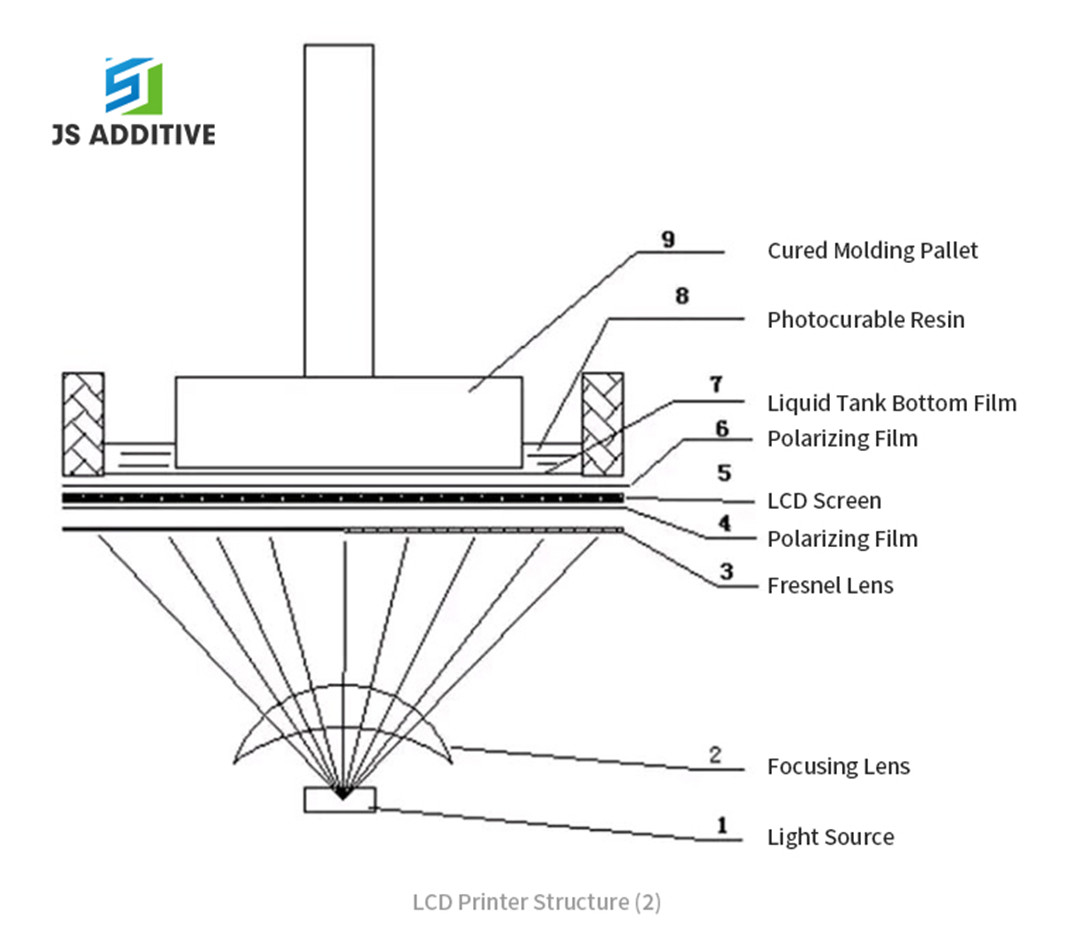
એલસીડી પ્રિન્ટર સ્ટ્રક્ચર 1 લાઇટ સોર્સ 2 ફોકસિંગ લેન્સ 3 ફ્રેસ્નલ લેન્સ 4 પોલરાઇઝિંગ ફિલ્મ 5 એલસીડી સ્ક્રીન 6 પોલરાઇઝિંગ ફિલ્મ 7 લિક્વિડ ટાંકી બોટમ ફિલ્મ 8 ફોટોક્યુરેબલ રેઝિન 9 ક્યોર મોલ્ડિંગ પેલેટ
પ્રિન્ટર સેટિંગ્સ
જો પ્રિન્ટની ઝડપ અગાઉથી સેટ કરેલી હોય, તો તે ક્યારેય સેટ મૂલ્ય કરતાં વધી જશે નહીં.
પ્રિન્ટ સ્પીડ સાથે સંબંધિત અન્ય પરિબળ એ ઝડપ છે કે જેના પર સિસ્ટમ સિંગલ લેયર પ્રિન્ટ કરે છે.છાપતી વખતે, પ્રકાશનો સ્ત્રોત પારદર્શક રેઝિન ચાટના તળિયેથી પસાર થાય છે, અને નવા સ્તરને ઇલાજ કરવાનું ચાલુ રાખતા પહેલા તાજી રીતે સાજો રેઝિનને કંટાળાજનક છાલ-બંધ પ્રક્રિયાની જરૂર પડે છે.કેટલાક ઉત્પાદકો પ્રિન્ટીંગ ઝડપ વધારવા માટે સિસ્ટમને ઝડપથી છાલની પ્રક્રિયામાંથી પસાર કરે છે.આ મુશ્કેલીને દૂર કરવાની બીજી રીત એ છે કે રેઝિન સ્તરની ટોચ પર ઉપચાર કરવો, નીચે નહીં.
પ્રકાશ સ્ત્રોતની તીવ્રતા
રેઝિન પ્રિન્ટીંગ અંતિમ 3D મોડલ બનાવવા માટે ફોટોસેન્સિટિવ લિક્વિડ રેઝિનને મટાડવા માટે પ્રકાશ સ્ત્રોતનો ઉપયોગ કરે છે.
ત્રણ તકનીકો વચ્ચેનો તફાવત એ રેઝિનનો ઉપચાર કરવા માટે ઉપયોગમાં લેવાતા પ્રકાશ સ્ત્રોત છે.
વપરાયેલ પ્રકાશ સ્ત્રોતની તીવ્રતા પ્રિન્ટરની પ્રિન્ટીંગ ઝડપને અસર કરી શકે છે.અમે પ્રકાશની તીવ્રતા વધારીને તેને સુધારી શકીએ છીએ, પરંતુ તેનો અર્થ વધારાનો ખર્ચ પણ થાય છે.
સ્તરTહિકનેસ
સ્તરની જાડાઈ પ્રિન્ટીંગ ઝડપ અને મોડલ ગુણવત્તા બંનેને અસર કરે છે.મોડેલને છાપવા માટે જરૂરી સ્તરની જાડાઈ પ્રિન્ટીંગની ઝડપ અને તેમાં લાગતો સમય નક્કી કરે છે.સ્તરની જાડાઈ જેટલી પાતળી હશે, તેટલી જ ઊંચાઈના 3D મોડલને છાપવામાં વધુ સમય લાગશે.કારણ કે કુલ ઊંચાઈ એ જ રહે છે, સ્તરની જાડાઈ જેટલી પાતળી હશે, પ્રિન્ટરને પ્રિન્ટ કરવા માટે જેટલા વધુ સ્તરોની જરૂર છે, અને તે વધુ સમય લે છે.પરંતુ પ્રમાણમાં, સ્તરની જાડાઈ જેટલી પાતળી છે, તૈયાર ઉત્પાદનની ગુણવત્તા વધારે છે.
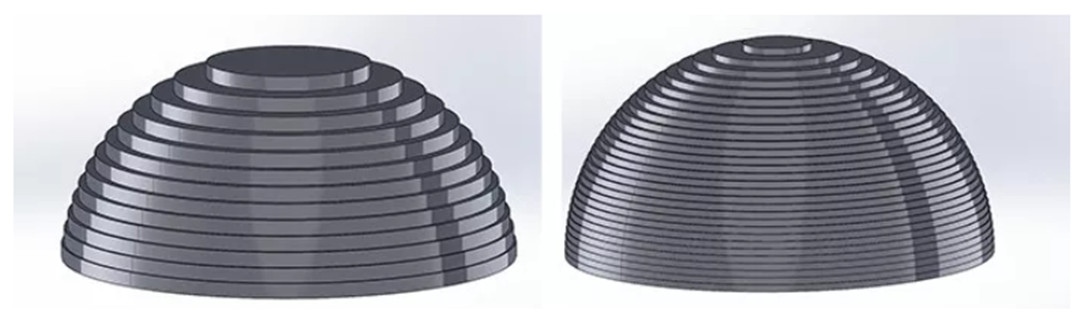
ડાબે-75µm પિક્સેલ
જમણે-37µm પિક્સેલ
સામગ્રી
3D પ્રિન્ટરની પ્રિન્ટિંગ ઝડપ પણ સામગ્રીના પ્રકાર પર આધારિત છે.વિવિધ મોનોમર્સ, પ્રીપોલિમર્સ, ફોટોઇનિશિએટર્સ અને અન્ય વિવિધ ઉમેરણોના સંયોજિત રેઝિન વિવિધ ગુણધર્મો અને અલગ અલગ ઉપચાર સમય ધરાવે છે.
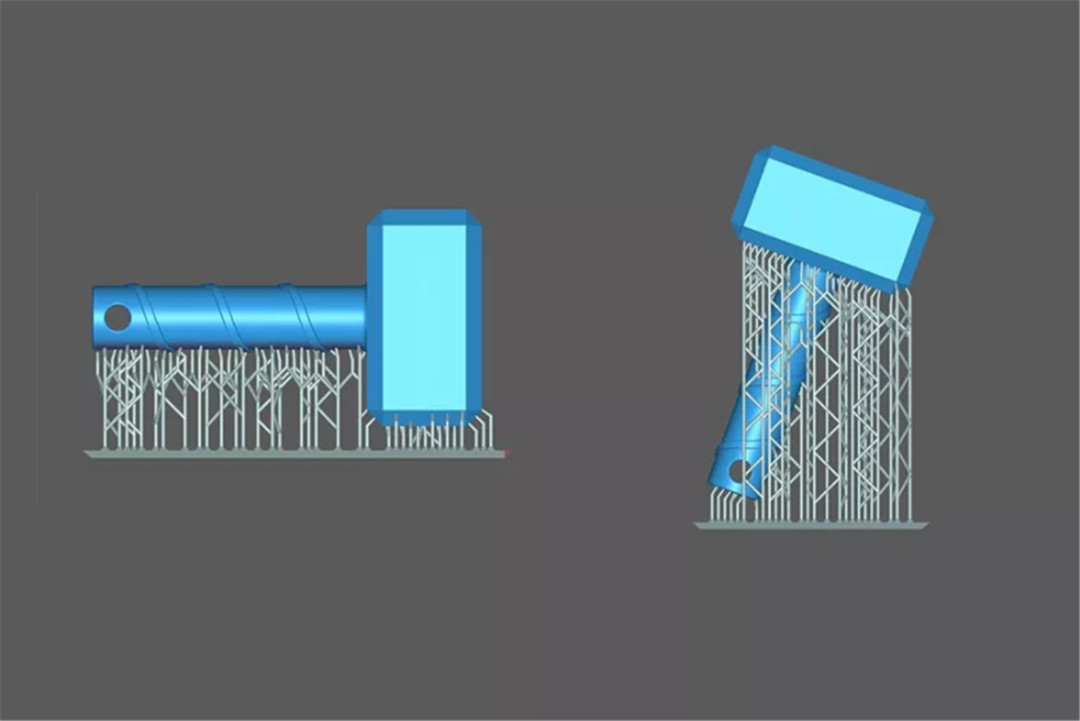
મૉડલનું માળખું અને પ્લેસમેન્ટ
મોડેલનું માળખું પ્રિન્ટીંગ ઝડપને પણ અસર કરે છે.જો મોડેલ હોલો આઉટ છે અને તેમાં કોઈ જટિલ વિગતો નથી, તો પ્રિન્ટિંગ વધુ ઝડપી છે.મોડલનું વાજબી પ્લેસમેન્ટ પ્રિન્ટીંગ સ્પીડને પણ અસર કરશે.સામાન્ય રીતે, પ્રિન્ટ કરતી વખતે મોડલને ઊભી કરતાં આડા સ્થાને મૂકવું વધુ ઝડપી હશે, પરંતુ ચોકસાઈ ઘટી શકે છે.
આ મુખ્ય પરિબળો છે જે 3D પ્રિન્ટીંગ વચ્ચે પ્રિન્ટીંગ ઝડપને અસર કરે છે.એડિટિવ મેન્યુફેક્ચરિંગની પ્રક્રિયામાં, વાસ્તવિક પરિસ્થિતિ તેના કરતાં વધુ જટિલ હોઈ શકે છે.તેથી, પ્રિન્ટીંગ ઝડપ એ ટ્રેડ-ઓફ છે.એકવાર પ્રિન્ટિંગની ઝડપ વધી જાય તો પ્રિન્ટની ગુણવત્તામાં ઘટાડો થવાની શક્યતા છે.ગુણદોષનું વજન કેવી રીતે કરવું તે પણ વાસ્તવિક પરિસ્થિતિ અનુસાર નક્કી કરવાની જરૂર છે.