A folyamatban 3D nyomtatásKülönböző tényezők miatt a csepegtető öntés zsugorodása deformációt okoz, a minták összetett szerkezete további folyamattámogatási struktúrát igényel, a csepegtető öntés létrahatása miatt folyamatintézkedéseket kell hozni a csökkentésére és egyéb okok miatt, mielőtt a gyártási egység modelljét be kell állítani. intézkedések a digitális modell módosítására, beállítására vagy kompenzálására.A művelet végrehajtásának két fő módja van, az egyik a CAD 3D modell közvetlen működtetése, a másik a szkennelési útvonal adatok módosítása vagy beállítása, az alábbiak szerint.
1. CAD 3D modellek közvetlen működtetése
(1) Állítsa be a minták irányát a gyártás során.
(2) Bővítse vagy csökkentse a mintákat.
(3) Készítsen több mintát egyszerre.
(4) Állítsa be a minták helyzetét az emelő munkapadon.
2. Módosítsa vagy módosítsa a szkennelési útvonal adatait
Az alakítási pontosság javítása érdekében a háromdimenziós modelladatok módosíthatók, módosíthatók, illetve a háromdimenziós metszetalak pásztázási pályaadatai módosíthatók.
(1) Precíziós beállítás:a tervezett háromdimenziós modell metszetprofilja és a lézersugár tényleges pásztázási profilja közötti maximális hiba beállítására vonatkozik az XY síkon.Minél kisebb a hiba, annál simább lesz a termék felülete.
(2) A minták szakaszának szelvényvastagságának beállítása:Ha a metszet vastagsága állandó, minél kisebb a felület és a vízszintes sík közötti szög, annál nagyobb a lépéshatás.Ezért a modell irányának megfelelően kisebb szelvényvastagság, illetve a felület és a vízszintes sík közötti kisebb szög állítható be.
(3) A pásztázási pálya eltolása:a lézersugár pásztázó kontúrja nagyobb, mint a tervezési kontúr, így a csepegtető öntvénynek feldolgozási margója van;Vagy állítsa be a szkennelési profilt a tervezési profilnál kisebbre, hogy a csepegtető öntvénynek legyen bevonatmargója.
(4) Adja hozzá az alsó párnatámaszt:Az alakító egység modellje és az emelőplatform között fel kell állítani egy réteg alsó párnatartó keretet, hogy a modell az emelőplatformtól egy kis távolságot képezzen, így az alkotórészeket nem érinti az emelőplatform egyenetlenségei.Az ágy alatti merevítők olyan szerkezetek, amelyek vékony merevített lemezekre hasonlítanak, így könnyen eltávolíthatók és eltávolíthatók az entitásmodellből annak kialakítása után.
(5) Keret- és oszloptámogatás hozzáadása:amikor a fényre keményedő gyantát UV-besugárzással teljesen kikeményedik, a kikeményítő gyanta zsugorodása miatt, így az alkatrészek deformálódhatnak az alakítási folyamat során, függetlenül attól, hogy milyen módszert alkalmaznak a gyanta expozíciós részének kismértékű rögzítésére, megakadályozza a munkadarabok deformálódását.
(6) A vizsgálati útvonal kiválasztása:a lézersugárnak három módja van egy szakasz pásztázására, nevezetesen a metszet külső profiljának széle mentén történő pásztázás;Belső méhsejt rácsszerkezet szkennelése a kontúrélek kivételével;Belső intenzív kitöltési szkennelés.Összetett szerkezetű minta választható, a gyártási folyamat a fent említett három szkennelési módot foglalja magában.Akár kombinált modellt is használhat, beleértve egy kapcsoló, motor és egyebek beszerelését a gyártás befejezéséhez, az alakíthatóság tesztelése érdekében.
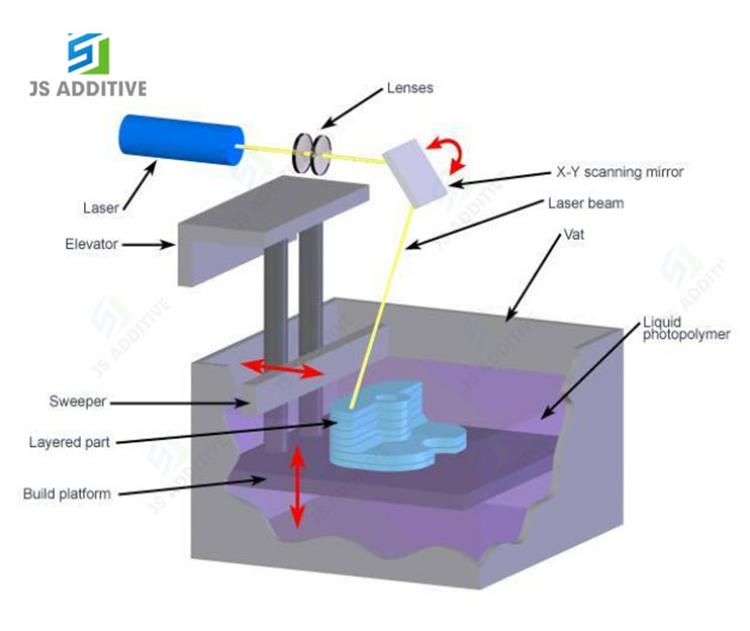

A fentiek bemutatják, hogyan aSLA A fényre keményedő 3D nyomtató öntési folyamatának elemzése,JS adalék lehet olyan kiforrott SLA prototípus-készítési szolgáltatást nyújtani.Remélhetőleg referenciával is szolgálhatunk.
Közreműködő: Vivien