JS Additive האט יאָרן פון פּראַקטיש דערפאַרונג אין די 3D פּרינטינג באַדינונגס.דורך פאָרשונג, עס איז געפונען אַז עס זענען פילע סיבות גלייך אַפעקטינג די מאָלדינג גיכקייַט פון SLA / DLP / LCD 3D דרוקן.באַשטעטיקן אַ פּאַסיק דרוק גיכקייַט איז נוציק צו פֿאַרבעסערן די מאַשמאָעס פון מצליח דרוקן און מאַנופאַקטורינג עפעקטיווקייַט.אבער עס איז נישט אַזוי גרינג, ספּעציעל פֿאַר נייַע האַנט.איידער איר שטעלן אַ פּאַסיק דרוק גיכקייַט, איר דאַרפֿן צו וויסן וואָס סיבות ווירקן די דרוק גיכקייַט פון SLA / DLP / LCD 3D פּרינטערס.
דרוק טעכנאָלאָגיע
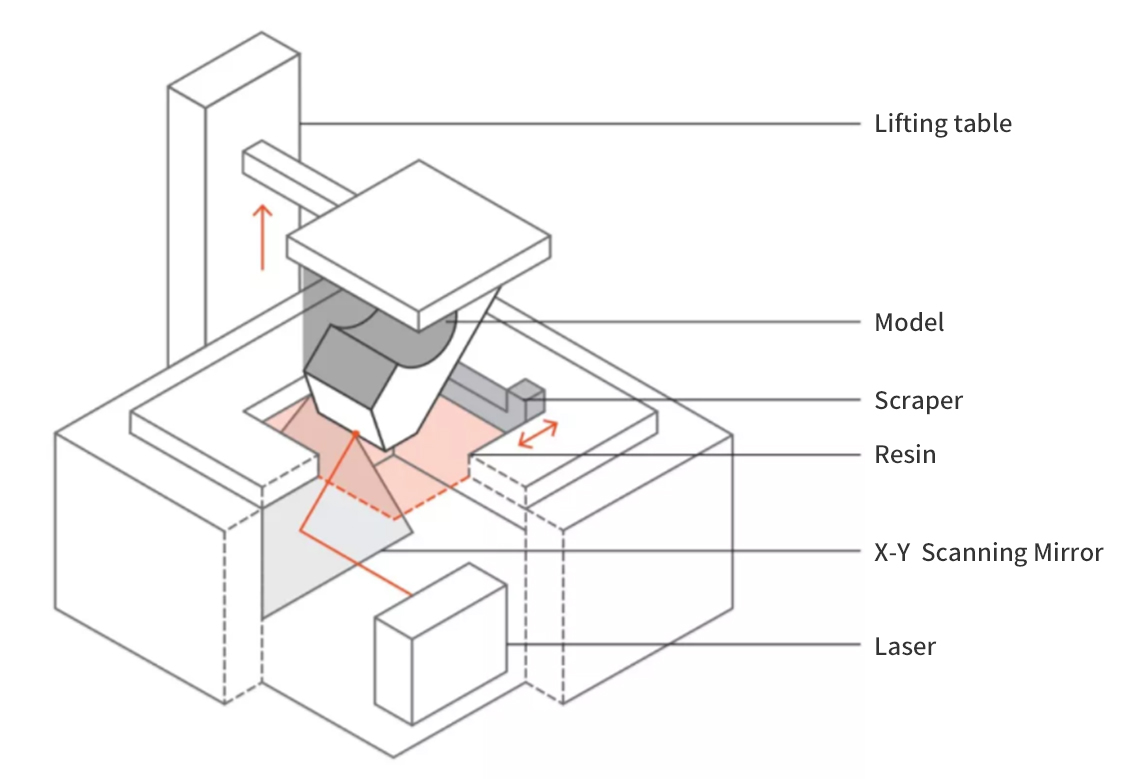
קאַמפּערד צו SLA, DLP און LCD האָבן די זעלבע מייַלע, און דאָס איז די דרוק גיכקייַט.די צוויי דרוק טעקנאַלאַדזשיז זענען דאָך פאַסטער.ווייַל DLP / LCD 3D פּרינטערס זענען געשאפן אויף די גאנצע ייבערפלאַך, וואָס איז געשאפן דורך ופראַמען, ניט ענלעך SLA, וואָס איז געשאפן דורך לאַזער דאַץ.
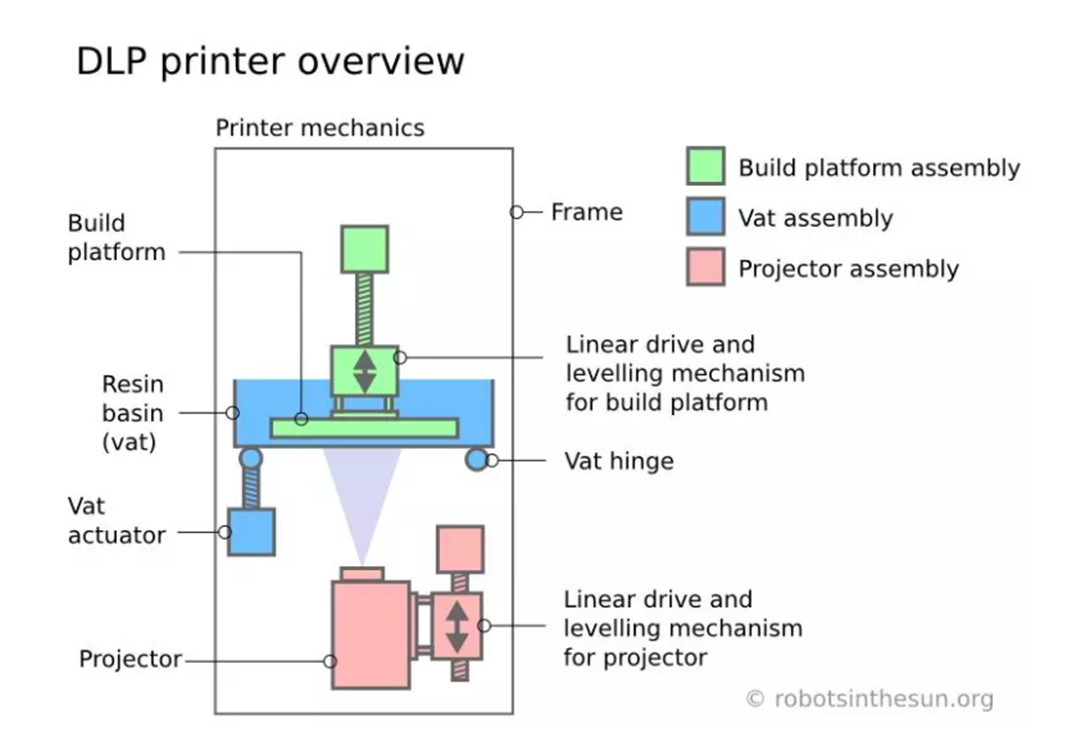
דלפּ דרוקער סטרוקטור בילד מקור: robotsinthesun.org
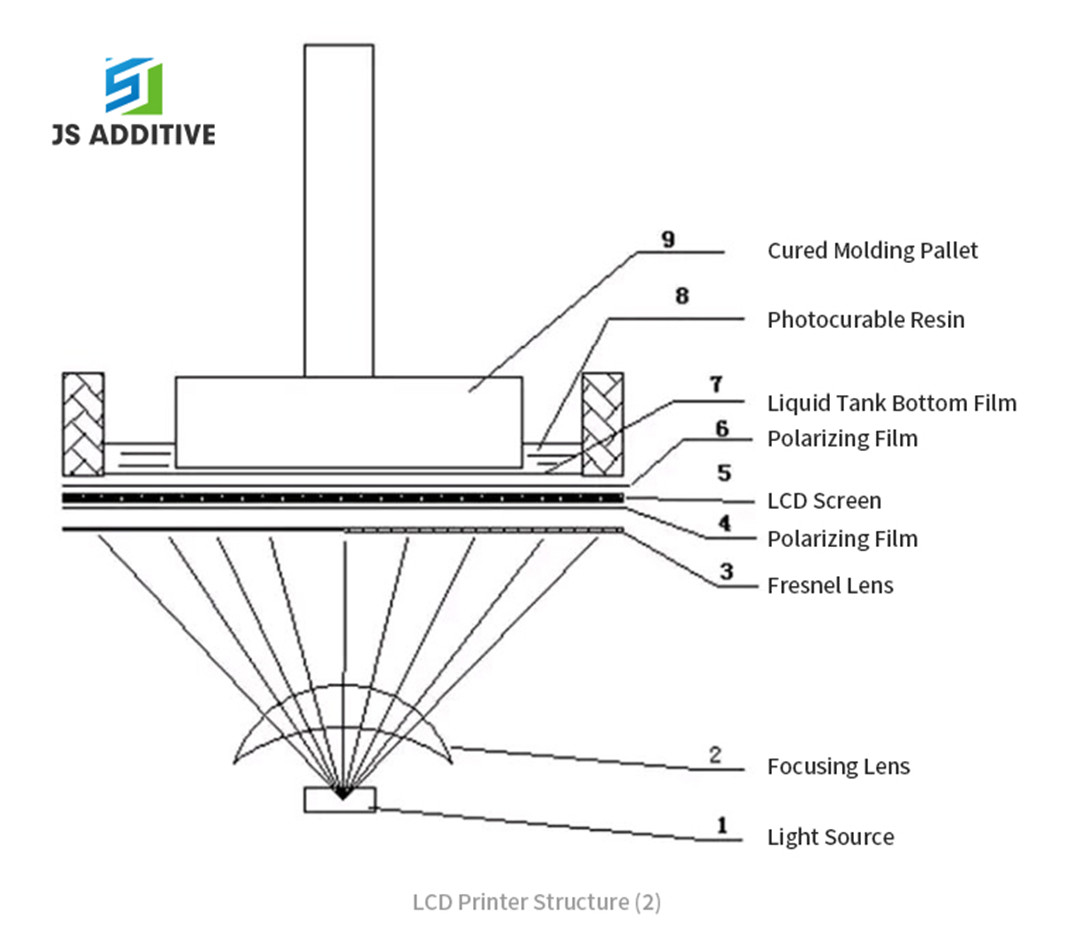
לקד דרוקער סטרוקטור 1 ליכט מקור 2 פאָוקיסינג אָביעקטיוו 3 פרענעל אָביעקטיוו 4 פּאָולערייזינג פילם 5 לקד פאַרשטעלן 6 פּאָולערייזינג פילם 7 פליסיק טאַנק דנאָ פילם 8 פאָטאָקיוראַבלע סמאָלע 9 געהיילט מאָלדינג פּאַלאַט
פּרינטער סעטטינגס
אויב די דרוק גיכקייַט איז באַשטימט אין שטייַגן, עס וועט קיינמאָל יקסיד די באַשטימט ווערט.
אן אנדער פאַקטאָר שייַכות צו דרוק גיכקייַט איז די גיכקייַט אין וואָס די סיסטעם פּרינץ אַ איין שיכטע.ווען דרוקן, די ליכט מקור פּאַסיז דורך די דנאָ פון די טראַנספּעראַנט סמאָלע קאָרעטע, און די פריש געהיילט סמאָלע ריקווייערז אַ טידיאַס שאָלעכץ-אַוועק פּראָצעס איידער פאָרזעצן צו היילן אַ נייַ שיכטע.עטלעכע מאַניאַפאַקטשערערז מאַכן די סיסטעם דורכגיין די פּילינג פּראָצעס געשווינד צו פאַרגרעסערן דרוק גיכקייַט.אן אנדער וועג צו עלימינירן דעם כאַסאַל איז צו היילן אין די שפּיץ פון די סמאָלע מדרגה, נישט די דנאָ.
די ינטענסיטי פון ליכט מקור
סמאָלע דרוקן ניצט אַ ליכט מקור צו היילן אַ פאָטאָסענסיטיווע פליסיק סמאָלע צו שאַפֿן די לעצט 3 ד מאָדעל.
דער חילוק צווישן די דריי טעקניקס איז די ליכט מקור געניצט צו היילן די סמאָלע.
די ינטענסיטי פון די ליכט מקור געניצט קענען ווירקן די דרוק גיכקייַט פון די דרוקער.מיר קענען פֿאַרבעסערן עס דורך ינקריסינג די ליכט ינטענסיטי, אָבער דאָס אויך מיטל עקסטרע פּרייַז.
שיכטTהיקנעסס
שיכטע גרעב אַפעקץ ביידע דרוק גיכקייַט און מאָדעל קוואַליטעט.די שיכטע גרעב פארלאנגט צו דרוקן די מאָדעל דיטערמאַנז די דרוק גיכקייַט און די צייט עס נעמט.די טינער די שיכטע גרעב, די מער צייט עס וועט נעמען צו דרוקן אַ 3 ד מאָדעל פון דער זעלביקער הייך.ווייַל די גאַנץ הייך בלייבט די זעלבע, די טינער די שיכטע גרעב, די מער שיכטן די דרוקער דאַרף צו דרוקן, און די מער צייט עס נעמט.אָבער לעפיערעך, די טינער די שיכטע גרעב, די העכער די קוואַליטעט פון די פאַרטיק פּראָדוקט.
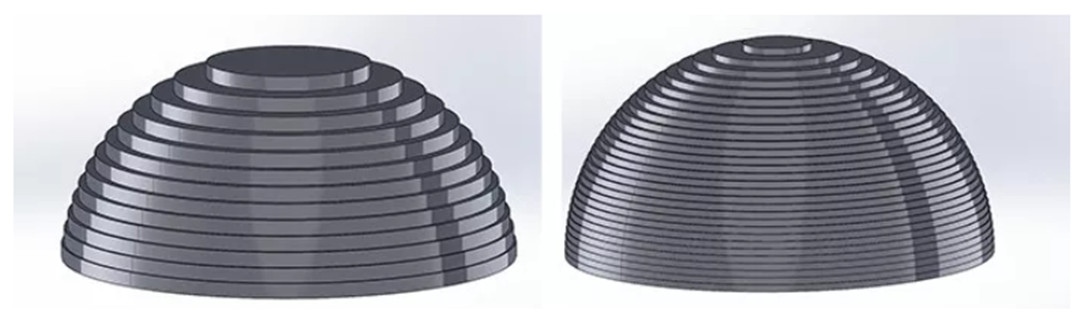
לינקס-75 μם פּיקסעל
רעכט-37 µm פּיקסעל
מאַטעריאַל
די דרוק גיכקייַט פון די 3 ד דרוקער דעפּענדס אויך אויף די טיפּ פון מאַטעריאַלס.רעסינס קאַמביינד פון פאַרשידענע מאַנאַמערז, פּרעפּאָלימערס, פאָטאָינישיייטערז און פאַרשידן אנדערע אַדאַטיווז האָבן פאַרשידענע פּראָפּערטיעס און פאַרשידענע היילן צייט.
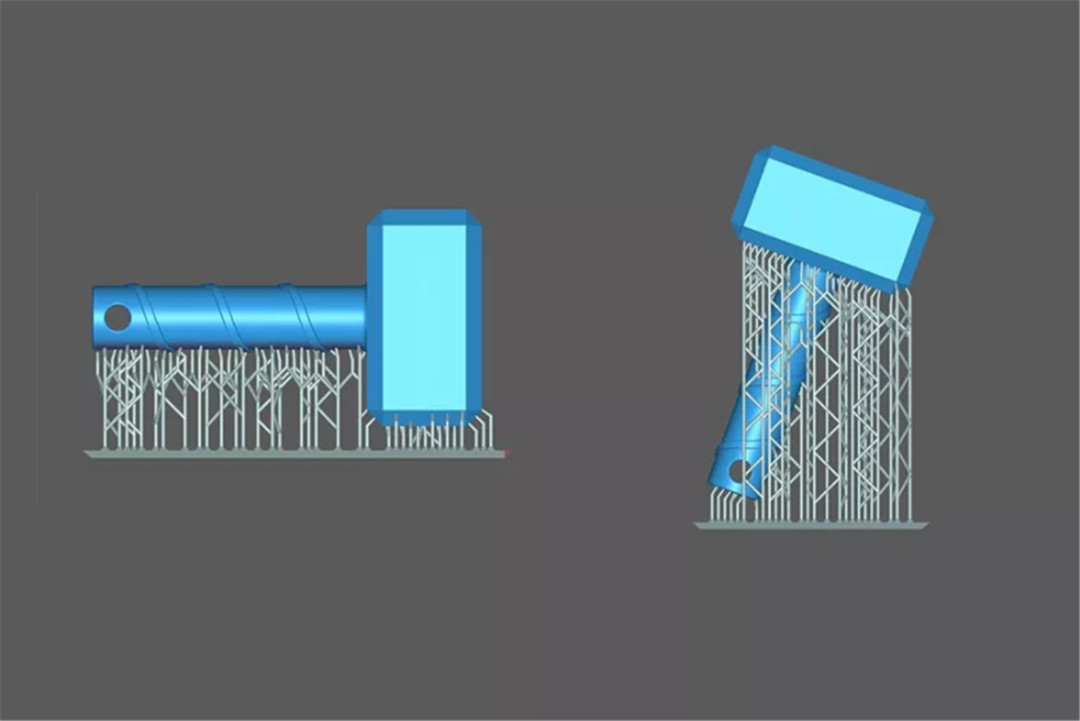
די סטרוקטור און פּלייסמאַנט פון מאָדעל
די סטרוקטור פון די מאָדעל אויך אַפעקץ די דרוק גיכקייַט.אויב די מאָדעל איז כאַלאָוד און האט קיין ינטראַקאַט דעטאַילס, די דרוק איז פיל פאַסטער.די גלייַך פּלייסמאַנט פון די מאָדעל וועט אויך ווירקן די דרוק גיכקייַט.אין אַלגעמיין, עס וועט זיין פיל פאַסטער צו שטעלן די מאָדעל כאָריזאַנטאַלי ווי ווערטיקלי ווען דרוקן, אָבער די אַקיעראַסי קען זיין רידוסט.
דאָס זענען די הויפּט סיבות וואָס ווירקן די דרוק גיכקייַט צווישן 3 ד דרוקן.אין דעם פּראָצעס פון אַדאַטיוו מאַנופאַקטורינג, די פאַקטיש סיטואַציע קען זיין מער קאָמפּליצירט ווי אַז.דעריבער, פּרינטינג גיכקייַט איז אַ האַנדל-אַוועק.אַמאָל די דרוק גיכקייַט ינקריסיז, עס איז מסתּמא אַז די דרוק קוואַליטעט וועט פאַרמינערן.ווי צו וועגן די פּראָס און קאָנס אויך דאַרף זיין באַשלאָסן לויט די פאַקטיש סיטואַציע.